Shell and Tube Condenser
Industrial Shell & Tube Heat Exchanger for Oil & Chemical Plants

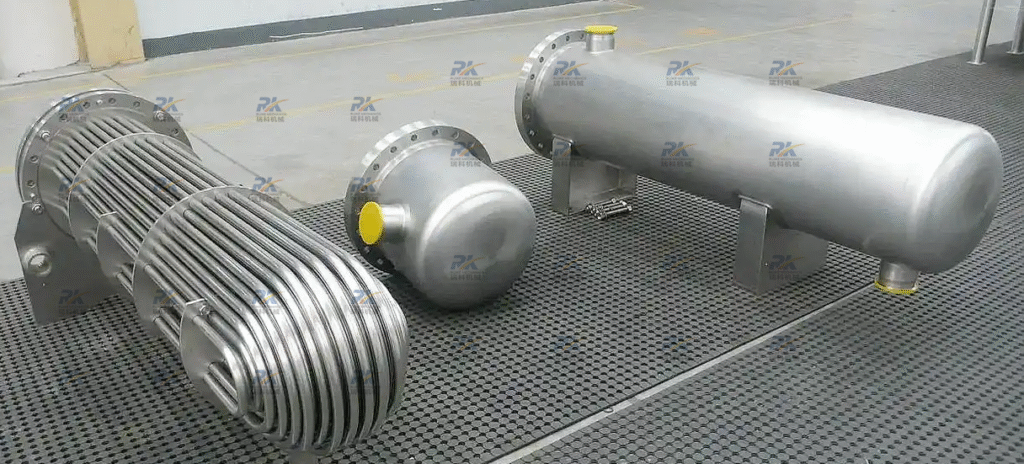
Ruike Industrial Shell and Tube Condenser
Shell and tube condensers are essential heat exchanger equipment widely utilized across chemical processing, petroleum refining, power generation, food processing, pharmaceuticals, aerospace, and numerous other industrial sectors. As a leading petrochemical equipment manufacturer, Ruike specializes in delivering high-performance shell and tube heat exchangers that meet the demanding requirements of modern industrial operations.
Ruike Shell and Tube Condenser Feature
shell & tube heat exchanger
- Proven performance in heavy industry: widely used across petrochemical, refinery, power, pharmaceutical and aviation applications.
- Flexible configurations: single-, double- and multi-pass tube arrangements let you tune heat transfer and pressure drop for each process stream
- Material options for corrosive services: carbon steel, stainless steel, or mixed constructions to balance cost and corrosion resistance.
Advantages of Ruike Shell and Tube Condensers
1. Superior Heat Transfer Efficiency
The multi-tube design significantly increases heat transfer surface area, enabling rapid thermal energy transfer from process fluids to cooling media. This enhanced efficiency translates to:
- Reduced energy consumption
- Faster processing times
- Improved overall system performance
2. Robust Construction and Durability
Premium materials and precision manufacturing ensure:
- High-pressure and temperature capabilities
- Resistance to thermal cycling
- Extended operational lifespan
- Minimal maintenance requirements
3. Versatile Application Adaptability
Customizable design parameters allow for:
- Tube count optimization
- Material selection based on process media
- Flow arrangement modifications
- Capacity scaling for various throughput requirements
4. Maintenance-Friendly Design
Accessible construction features:
- Easy disassembly for inspection
- Individual tube replacement capability
- Straightforward cleaning procedures
- Reduced downtime during maintenance

Request A Quote
Shell and Tube Heat Exchanger Classifications
Heat Transfer Surface Area Range: 0.5 – 500 square meters
Material Classifications
- Carbon Steel Shell and Tube Condensers: Cost-effective solutions for standard applications
- Stainless Steel Shell and Tube Heat Exchangers: Corrosion-resistant options for aggressive media
- Mixed Material Construction: Carbon steel shell with stainless steel tubes for optimized performance and cost
Design Configurations
- Fixed Tube Sheet Heat Exchangers: Simple, robust construction for standard applications
- Floating Head Shell and Tube Condensers: Thermal expansion accommodation for temperature differentials
- U-Tube Heat Exchangers: Compact design with excellent thermal stress management
Flow Arrangements
- Single-pass shell and tube condensers
- Multi-pass heat exchanger configurations
- Custom tube pass arrangements for specific process requirements
Structural Design and Components
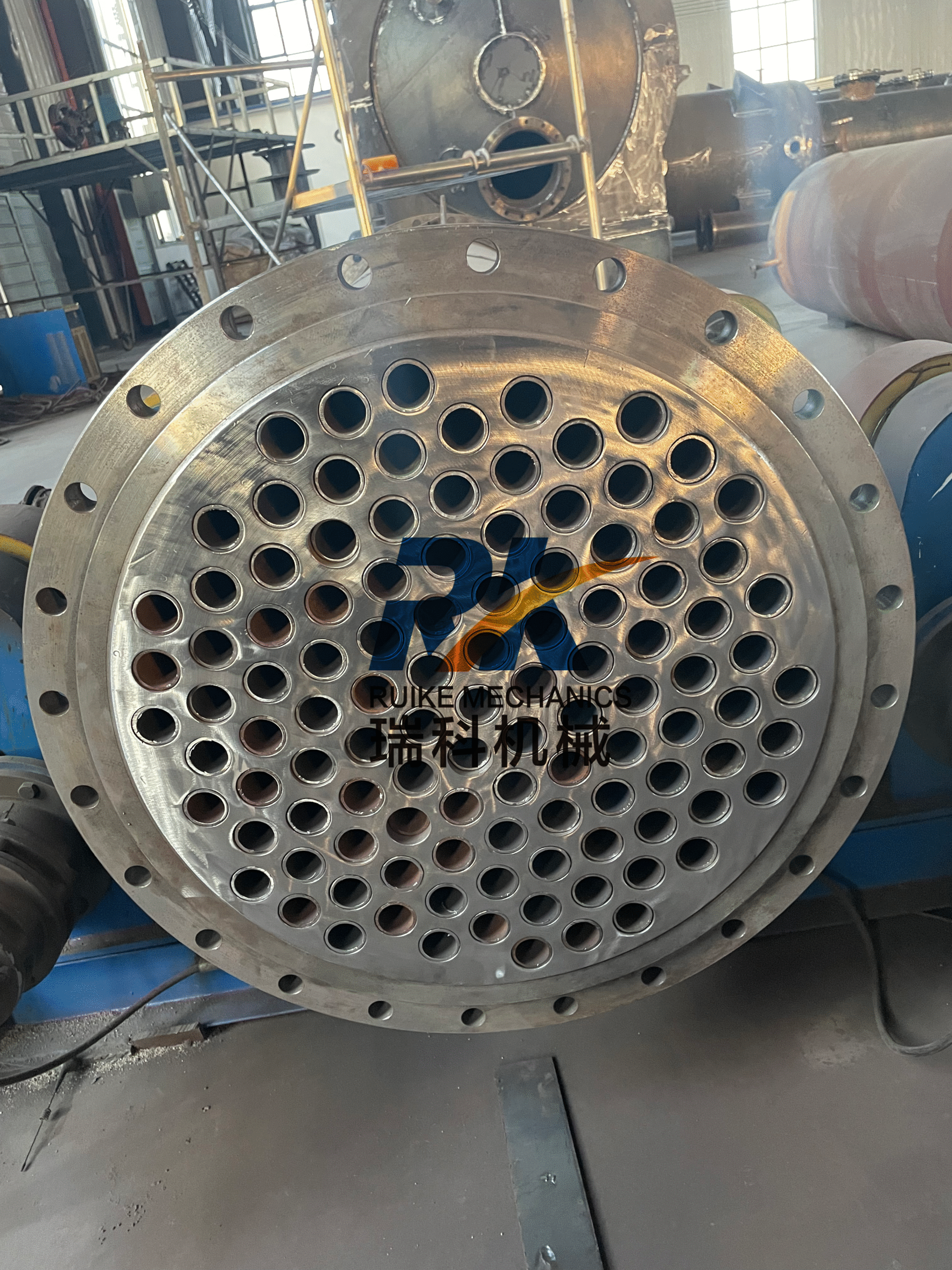
Core Components of Shell and Tube Condensers
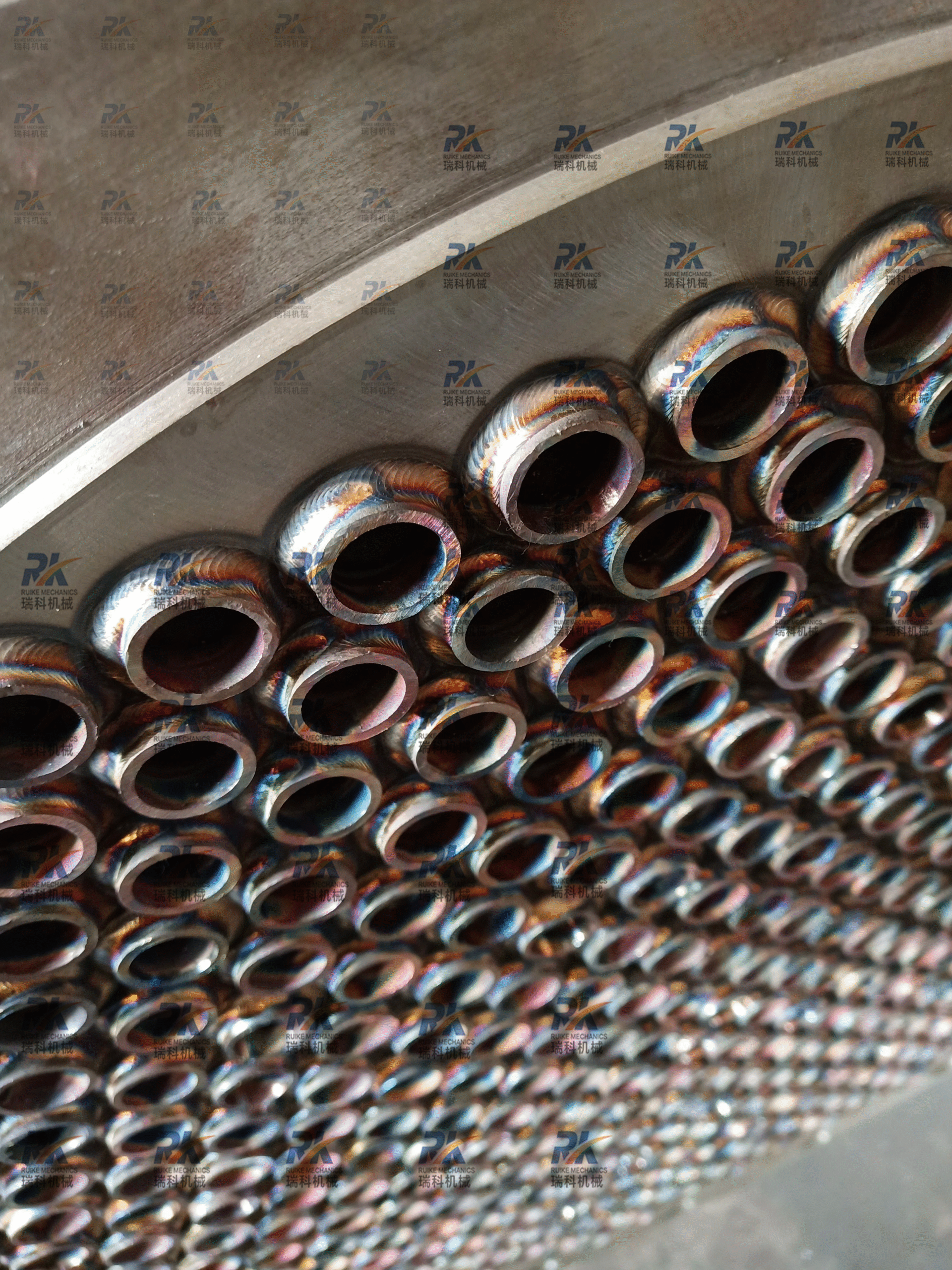
1. Condenser Tubes The heart of any shell and tube heat exchanger system, condenser tubes are precision-manufactured from high-conductivity materials including:
- Copper tubes for superior heat transfer
- Aluminum construction for lightweight applications
- Stainless steel grades (316, 316L) for corrosive environments
- Enhanced surface tubes for improved heat transfer coefficients
2. Cooling Medium Distribution System Engineered piping networks ensure optimal cooling fluid distribution throughout the shell and tube condenser, featuring:
- Precision-designed inlet headers for uniform flow distribution
- Temperature and flow control capabilities
- Compatible with various cooling media (water, glycol, refrigerants)
3. Inlet/Outlet Piping Configuration Process connections designed for:
- High-temperature vapor inlet systems
- Condensate discharge optimization
- Leak-proof sealing technologies
- Easy maintenance access
4. Flow Distribution Manifolds Advanced shell and tube heat exchanger designs incorporate:
- Distribution Headers: Ensure uniform cooling medium allocation
- Collection Manifolds: Efficient condensate gathering and removal systems
Shell and Tube Heat Exchanger Design Types
Fixed Tube Sheet Heat Exchangers
Advantages:
- Simple, compact construction
- High pressure capability
- Easy tube-side cleaning
- Simple tube replacement procedures
Applications: Ideal for clean shell-side media with minimal fouling potential and moderate temperature differentials.
U-Tube Heat Exchangers
Design Benefits:
- Single tube sheet construction
- Unlimited thermal expansion capability
- High pressure and temperature ratings
- Cost-effective manufacturing
Optimal Use: High-temperature, high-pressure applications with clean tube-side fluids.
Floating Head Shell and Tube Condensers
Key Features:
- Thermal expansion accommodation
- Complete tube bundle removal capability
- Both shell-side and tube-side cleaning access
- Elimination of thermal stress
Applications: Perfect for high temperature differential applications and shell-side media prone to fouling.
Technical Specifications and Dimensions
- Standard tube lengths: 1000-3000mm
- Custom lengths available for specific applications
- Optimized length-to-diameter ratios for maximum efficiency
- Shell diameters: 350-600mm standard range
- Overall heights: 400-1500mm
- Custom dimensions for specialized installations
- Shell: Carbon steel, stainless steel, or specialty alloys
- Tubes: Copper, aluminum, stainless steel, or titanium
- Tube sheets: Compatible materials for corrosion resistance
- Baffles: Optimized spacing for enhanced heat transfer
Petroleum Refining Applications
Critical Role in Oil Refining Processes
Shell and tube condensers serve as essential components in petroleum refining operations, facilitating the separation and purification of crude oil into valuable products, including gasoline, diesel, kerosene, and other refined petroleum products.
Distillation Column Applications:
- Overhead vapor condensation
- Product stream cooling
- Reflux system integration
- Energy recovery optimization
Thermal Management:
- Precise temperature control for optimal separation
- Heat integration with other process units
- Steam condensation and recovery
- Cooling water system optimization
Corrosion Resistance: Advanced materials handle:
- Sulfur-containing compounds
- High-temperature operations
- Acidic process environments
- Extended continuous operation cycles


Customized Project
Explore your project plan
We offer you the equipment lists, cost analysis statements, and layout according to your site of regular models.
If you have any special requirements about your project, please contact Nancy, and we will offer you a customized project plan for you.


With extensive experience in petrochemical equipment manufacturing, Ruike delivers shell and tube heat exchanger solutions that meet the most demanding industrial requirements. Our comprehensive understanding of process conditions, material compatibility, and performance optimization ensures superior results for every application.
Maintenance & Cleaning
-
Routine inspection
monitor pressure, temperature and flow; inspect seals and flanges for leakage.
-
Physical cleaning
high-pressure water jetting to dislodge scale and particulate in tube bundles.
-
Chemical cleaning
controlled circulation of cleaning chemicals to remove stubborn scale, rust and biofilm when physical methods are insufficient.
-
Spare parts
maintain spare gaskets, tube plugs and a small inventory of replacement tubes to reduce downtime.